Аргонодуговая сварка неплавящимся вольфрамовым электродом.
TIG сварка – основные понятия, принципы и особенности процесса.
Аргонодуговая сварка, термины. А как это будет правильно…?
Работая с технической литературой, можно обратить внимание на то, что сам термин – «аргонодуговая сварка» часто имеет разные формы записи. Употребляются формы: «аргонная сварка», «аргонно-дуговая сварка», «аргоно-дуговая сварка». Подчас разгораются нешуточные споры по данному вопросу…..
Наш русский язык велик и могуч, поэтому, глубоко не вдаваясь в его правила, предлагаю больше внимания уделить самому процессу TIG-сварки, а для определения понятия использовать
ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий».
Определение и обозначение сварки в среде аргона.
Аргонодуговая сварка – способ получения неразъёмного соединения металлов электрической дугой, при котором в качестве защитного газа используется аргон.
Сварочная дуга образуется между неплавящимся вольфрамовым электродом и свариваемым изделием, а получение сварного шва происходит в процессе оплавления кромок свариваемого металла. При недостатке собственного основного металла для получения сварного соединения, в сварочною ванну подается дополнительный материал – сварочная проволока. Данный способ сварки, следуя международному обозначению, также принято называть TIG или WIG сваркой.

 Принципы процесса аргонодуговой сварки и область её применения.
Принципы процесса аргонодуговой сварки и область её применения.
В процессе горения сварочной дуги инертный газ аргон вытесняет воздух из зоны сварки, предотвращая окисление сварочной ванны и способствуя формированию качественного сварного шва. Инертный газ не вступает в химическое взаимодействие с расплавленным металлом, обеспечивая надежную защиту зоны дуги, сварочной ванны и присадочного материала. Таким образом, ручную или автоматическую аргонодуговую сварку в инертных газах применяют в тех случаях, когда другие виды сварки не могут обеспечить достаточного качества сварного шва. Как правило, это сварка ответственных соединений из высоколегированных сталей, алюминия и титана. Наиболее эффективная защита свариваемого изделия обеспечивается при сварке в замкнутой камере, в которую подаётся аргон. Часто данная технология применяется при автоматической орбитальной сварке трубопроводов с использованием сварочных головок закрытого типа или при сварке в контролируемой атмосфере.
Основы технологии сварки TIG AC/DC.
Аргонодуговая сварка может производится на переменном или постоянном токе. Сварка постоянным током (TIG-DC) применяется для получения неразъёмных соединений из сталей. Для сварки деталей из алюминиевых сплавов, используется переменный ток (TIG-AC сварка). Применение переменного тока при сварке алюминия позволяет разрушить оксидную плёнку на его поверхности и, при соответствующей квалификации сварщика, получить качественное сварное соединение. Аргонодуговую сварку неплавящимся электродом в среде защитного газа применяют для получения сварных соединений конструкций из углеродистых и легированных нержавеющих сталей, а также цветных металлов и их сплавов.
Преимущества и недостатки TIG-сварки.
Рассмотрим более детально преимущества и недостатки аргонодуговой сварки.
| Преимущества TIG сварки | Недостатки TIG сварки |
|---|---|
| ● высокое качество и устойчивая повторяемость получаемых сварных соединений (применение автоматической сварки позволяет практически исключить влияние человеческого фактора на качество сварки) | ● наличие квалифицированных специалистов с соответствующим опытом аргонодуговой сварки |
| ● автоматизация процесса и расширенные технологические возможности (при автоматической сварке) | ● относительно большие затраты на применяемое сварочное оборудование |
| ● высокая производительность процесса (при автоматическом способе сварки) | ● вероятные нарушения газовой защиты при сквозном движении воздуха в месте проведения сварочных работ |
| ● возможность сварки деталей с небольшой толщиной стенки | ● относительно малая производительность работ при ручной аргонодуговой сварке |
| ● эффективная защита сварного шва инертным газом | |
| ● относительно малая токсичность при сварке | |
| ● устойчивость горения сварочной дуги | |
| ● отсутствие брызг расплавленного металла |
Особенности процесса аргонодуговой сварки неплавящимся электродом.
Также необходимо отметить некоторые особенности способа аргонодуговой сварки неплавящимся электродом. Одной из главных, и часто решающей особенностью процесса, является тщательная подготовка поверхностей под сварку. Получить качественное соединение без подготовки поверхностей крайне затруднительно, особенно если дело касается алюминиевых сплавов.
Детали в месте соединения не должны содержать следов лакокрасочных и защитных покрытий, смазок, масел и других загрязнений способствующих формированию дефектов сварного шва. При необходимости, поверхности необходимо зачистить механическим способом.
При сварке алюминия, для получения должного качества, зачистка поверхностей, а также химическое травление металла является обязательной процедурой. Следует исключить попадания влаги на свариваемые детали. Перед сваркой детали необходимо обезжирить. Для обезжиривания поверхностей растворителями, рекомендуется применять безворсовые ткани и салфетки.
Самое общее правило, о котором следует помнить, для получения качественного сварного соединения: сварка в аргоне любит чистоту!.
Практические советы по работе с аргонодуговой сваркой.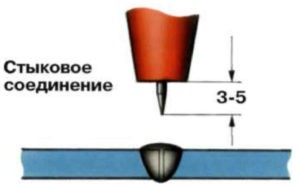

В заключении, приведу несколько практических советов, которые могут быть полезны для получения наилучшего результата при выполнении сварки в аргоне:
- Добейтесь минимального зазора.
Для получения качественного стыкового сварного соединения, максимально плотно подгоните друг к другу кромки свариваемых деталей (особенно актуально при сварке тонколистового металла). Помните, минимальный зазор и точная сборка – половина положительного итогового результата!.
- Зафиксируйте свариваемые детали.
При проведении работ используйте необходимую сварочную оснастку, приспособления и инструмент. Важно зафиксировать детали перед сваркой так, чтобы зазор был постоянным на всей длине кромок.
- Прихватите свариваемые детали.
После механической фиксации свариваемых деталей, применяйте сварку прихваточными швами. В процессе сварки изделие подвергается значительным тепловым нагрузкам, что естественно приводит к деформациям и критическому увеличению зазора между свариваемыми кромками.
- Подумайте об теплоотводе.
Сварочный процесс будет проходить гораздо эффективнее, если не будет перегрева деталей. Это поможет нормальному формированию шва и снизит количество прожогов.
- Сконцентрируйтесь на процессе.
Выбор режимов сварки имеет ключевое значение.
- Используйте аргон высокой частоты.
От качества аргона во многом зависит качество полученного сварного соединения.
- Подберите нужный расход защитного газа.
Помните о том, что важно подобрать правильный расход аргона при сварке. И в этом вопросе, больше расхода газа – не означает лучше. Высокий расход может привести к срыву дуги и чрезмерному давлению на сварочную ванну.
8. Используйте качественный вольфрам и присадочную проволоку.
Выбирайте вольфрамовый электрод исходя из марки свариваемого материала.
9. Выполняйте правильную заточку вольфрама.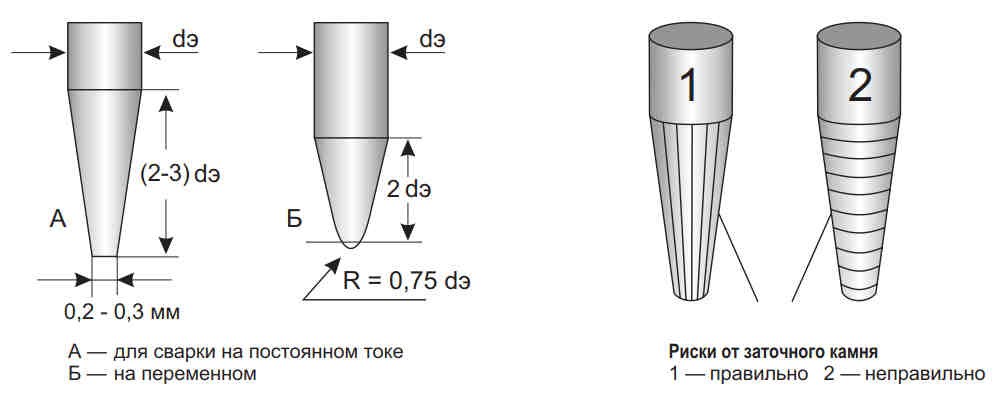
Заточку электрода следует проводить вдоль его оси. При таком способе заточки, электроны в сварочной дуге будут более равномерно стекать с вольфрама и способствовать правильному формированию электрической дуги. Длина конуса заточки должна примерно соответствовать 2 – 3 диаметрам электрода.
- Не применяйте один и тот же электрод для сварки разных металлов.
При сварке алюминия на конце вольфрамового электрода образуется шарик. Возьмите за правило использовать разные электроды для сварки алюминия и стали, чтобы не выполнять повторную заточку электрода.
- Выбирайте правильное положение сварочной горелки и присадочной проволоки.
При ручной аргонодуговой сварке угол между электродом и проволокой должен составлять около 90º. Угол подачи проволоки относительно плоскости сварки – 20º. Технология автоматической сварки это предмет отдельной статьи.
- Регулярно практикуйтесь в сварке.
Чтобы получить сварочный шов хорошего качества, требуются соответствующие навыки и опыт. Сварщик должен регулярно практиковаться!. Качество сварного соединения регламентируется соответствующими стандартами, в которых подробно описаны требования к полученному шву.
- Применяйте сварочное оборудование от надежного производителя.
Опыт показывает, что получить положительный результат можно гораздо быстрее, если найти специалистов в своём деле!.
Если Вы не имеете достаточного опыта в автоматической или ручной дуговой сварке, Вы можете обратиться к специалистам нашей компаний.